автоматична лінія
Автомат і чна л і ня, система машин, комплекс основного і допоміжного обладнання, автоматично виконує в певній технологічній послідовності і із заданим ритмом весь процес виготовлення або переробки продукту виробництва або частини його. У функції обслуговуючого персоналу А. л. входять: управління, контроль за роботою агрегатів або ділянок лінії, їх ремонт і налагодження. Лінії, які для виконання частини операцій виробничого процесу вимагають безпосередньої участі людини (наприклад, пуск і зупинка окремих агрегатів, закріплення або переміщення продукту переробки), називаються напівавтоматичними. На сучасних А. л. механізовані й автоматизовані багато допоміжних операцій (наприклад, прибирання відходів виробництва), контроль якості продукції, облік вироблення і ін. На багатьох А. л. автоматично регулюються параметри технологічних процесів, здійснюються автоматичне переміщення робочих органів, наладка і переналагодження обладнання. Створення та впровадження А. л. - один з найважливіших етапів автоматизації виробництва , Перехід від окремих автоматів до автоматичних систем машин і автоматизованим комплексам, часто об'єднуючим різнохарактерні виробничі процеси.
Автоматизоване потокове виробництво виникло в деяких галузях промисловості (наприклад, в хімічній і харчовій) вже на початку 20 ст. в основному на таких виробничих ділянках, де технологія взагалі не може бути організована по-іншому, наприклад при крекінгу нафти. Однак сам термін «А. л. »з'явився значно пізніше стосовно систем металообробних верстатів і машин. Цим, зокрема, пояснюється те, що якісні і кількісні показники А. л. враховуються головним чином в машинобудуванні і металообробній промисловості.
Перші комплексні А. л. в машинобудуванні СРСР були створені в 1939 за пропозицією робочого-раціоналізатора Волгоградського тракторного заводу І. П. Іночкіна. Тоді ж на 1-му Державному підшипниковому заводі в Москві були створені А. л. для токарного оброблення та шліфування деталей підшипників. Експериментальним науково-дослідним інститутом металорізальних верстатів в 1936 були розроблені проекти А. л. з агрегатних верстатів . Такі лінії для оборонної промисловості будувалися в роки Великої Вітчизняної війни. Завод «Станкоконструкція» в 1945-46 виготовив ряд А. л. з агрегатних верстатів для обробки корпусних деталей тракторів і автомобілів. У 1947-50 вперше в світовій практиці в СРСР було створено комплексно-автоматизоване виробництво алюмінієвих поршнів для тракторних двигунів з автоматизацією всіх процесів, включаючи завантаження сировини, плавлення металу, дозування розплавленого металу, виливок заготовок, термічну, механічну, хімічну, антикорозійну обробку, контроль якості і упаковку готової продукції. У 1953-55 на 1-му Державному підшипниковому заводі був створений комплексно-автоматизований цех по виготовленню кулькових і роликових підшипників, включаючи їх обробку, контроль і складання.
Подальшим етапом в розвитку А. л. стало створення типових бистропереналажіваємих многономенклатурних А. л. для обробки циліндричних зубчастих коліс, ступінчастих і шліцьових валів. На таких лініях при незначних витратах часу на переналагодження можлива обробка декількох однотипних деталей різних розмірів; в той же час кожен верстат лінії може працювати самостійно. Розробка типових А. л. на базі машин і устаткування широкого призначення створила необхідні умови для серійного виготовлення А. л. і їх впровадження в серійне виробництво.
А. л. широко застосовуються в харчовій промисловості, виробництві побутових виробів, в електротехнічної, радіотехнічної та хімічній галузях промисловості. Найбільшого поширення А. л. отримали в машинобудуванні. Багато з них виготовляються безпосередньо на підприємствах з використанням вже діючого обладнання.
А. л. для обробки строго визначених за формою і розмірами виробів називаються спеціальними; при зміні об'єкта виробництва такі лінії замінюють або переробляють. Більш широкими експлуатаційними можливостями володіють спеціалізовані А. л. для обробки однотипної продукції в певному діапазоні параметрів. При зміні об'єкта виробництва в таких лініях, як правило, лише перенастроюють окремі агрегати і змінюють режими їх роботи; основне технологічне устаткування в більшості випадків може бути використано для виготовлення нової однотипної продукції. Спеціальні і спеціалізовані А. л. застосовуються головним чином в масовому виробництві.
У серійному виробництві А. л. повинні володіти універсальністю і забезпечувати можливість швидкого переналагодження для виготовлення різної однотипної продукції. Такі А. л. називають універсальними бистропереналажіваемой, або груповими. Дещо менша продуктивність універсальних А. л. в порівнянні зі спеціальними компенсується їх швидкою переналадкой для виробництва широкої номенклатури продукції.
Структурна компоновка А. л. залежить від обсягу виробництва і характеру технологічного процесу. Існують лінії паралельного і послідовного дії, однопоточні, багатопотокові, змішані (з ветвящимся потоком) (рис. 1). А. л. паралельної дії застосовуються для виконання однієї операції, коли тривалість її значно перевищує необхідний темп випуску. Продукт переробки автоматично розподіляється (з магазину або бункера) по агрегатам лінії і після обробки прийомними пристроями збирається і прямує на наступні операції. Багатопотокові А. л. являють собою систему з А. л. паралельної дії, призначену для виконання декількох технологічних операцій, кожна з яких по тривалості більше заданого темпу випуску. В єдину систему можуть бути об'єднані кілька А. л. послідовного або паралельного дії. Такі системи називаються автоматичними ділянками, цехами або виробництвами.
Управління А. л. здійснюється системами автоматичного управління , Які поділяються на внутрішні і зовнішні. Внутрішні системи управління забезпечують виконання окремим агрегатом або механізмом лінії всіх основних і допоміжних операцій технологічного процесу на даному агрегаті. Зовнішня система (як правило, система колійного контролю, організованого за принципом зворотного зв'язку) забезпечує узгоджену роботу агрегатів і дільниць лінії. Залежно від конкретних умов системи управління А. л. будуються на електричних, механічних, гідравлічних, пневматичних або комбінованих зв'язках. Для автоматичного регулювання технологічного процесу і переналагодження обладнання на А. л. (Переважно групових) застосовують системи електронного програмного управління. Великі комплексні А. л. оснащуються електронними машинами та іншими засобами обчислювальної техніки. На агрегатах А. л. переважно застосовується індивідуальний або багатодвигунний електропривод і рідше - регульований електричний, гідравлічний або механічний привід.
Переміщення оброблюваних деталей (продукту переробки) з однієї робочої позиції на іншу здійснюється жорсткою або гнучкою системою транспортування. Жорстка система транспортування може перетинати робочий простір агрегатів А. л. або розташовуватися паралельно і мати перпендикулярно змонтовані пристрої для завантаження і розвантаження робочих позицій. Робочі позиції кожного агрегату знаходяться на однаковій відстані одна від одної. Після обробки на одній позиції деталь раскрепляется і пересувається на наступну робочу позицію; при цьому на першій позиції встановлюється нова заготовка, а на останній знімається готовий виріб. Залежно від конструкції, розмірів і форми виробів використовуються транспортери крокові, штангового типу, а також грейфери, пластинчасті, ланцюгові і ін. Жорсткі системи транспортування застосовуються переважно на однопоточних лініях послідовної дії при виготовленні великих штучних виробів (наприклад, на лініях з агрегатних верстатів або лініях для механічної обробки циліндричних зубчастих коліс, рис. 2). При гнучкій системі транспортування установка заготовок і зняття оброблюваних виробів виробляються незалежно на кожному агрегаті А. л .; передача виробів з однієї позиції на іншу може бути поєднана з робочим процесом. Транспортування оброблюваних виробів між агрегатами здійснюється за допомогою похилих або вібраційних лотків, ланцюгових, стрічкових або жолобчастих конвеєрів і т. П. Гнучка система транспортування найбільш ефективна при обробці дрібних виробів на А. л. паралельної дії, а також на багатопоточних і змішаних А. л. Зазвичай при гнучкій системі транспортування на кожній робочій позиції встановлюють магазини або бункери-накопичувачі. Їх призначення - забезпечити роботу А. л. при зупинках окремих агрегатів і полегшити обслуговування ліній. Кількість і ємність накопичувачів визначаються складністю і протяжністю А. л., Ступенем надійності і безвідмовністю роботи агрегатів. Магазини (бункери-накопичувачі) застосовуються також і на А. л. з жорстким транспортуванням; в цьому випадку їх вбудовують в загальну транспортну систему, забезпечуючи незалежну роботу окремих ділянок.
Виріб при обробці залишається нерухомим або переміщається прямолінійно (А. л. Без центрів шліфувальних верстатів), здійснює круговий або обертальний рух (в автоматичної роторної лінії ). Нерухомі або обертові вироби перед обробкою фіксуються в необхідному положенні безпосередньо на робочій позиції або в пристосуванні-супутнику. Прямолінійний або круговий рух вироби в процесі обробки зазвичай здійснюється транспортними засобами.
Стабільність процесу на А. л. характеризується часом, протягом якого необхідні параметри процесу витримуються в необхідних допусках. Стабільність якості продукції та усунення впливу похибок під час обробки на А. л. досягаються застосуванням систематичного контролю заданих параметрів і активним впливом на технологічний процес.
Безпосередня ефективність А. л. позначається, зокрема, в зменшенні числа робочих, раніше зайнятих на цьому виробництві. Але робота на А. л. вимагає більш високої кваліфікації обслуговуючого персоналу. Найбільш ефективні А. л. при комплексному впровадженні досконалих технологічних процесів. В умовах соціалістичного виробництва А. л. застосовують для трудомістких операцій і шкідливих процесів, якщо це значно полегшує працю робітників і покращує його умови. Однак, як правило, А. л. дають і необхідну економічну ефективність, особливо високу при комплексній автоматизації виробництва. Вартість продукції, виготовленої на А. л., Залежить головним чином від вартості вихідних матеріалів і напівфабрикатів, продуктивності А. л. і витрат на їх створення.
Вартість А. л. визначається кількістю технологічних операцій, їх складністю, обсягом продукції, що випускається, складністю устаткування і систем управління, серійністю виробництва. За інших рівних умов вирішальний фактор, що визначає вартість А. л., - серійність виробництва її устаткування. Вартість А. л. знижується при використанні нормалізованих вузлів, механізмів і інструментів, при централізованому виготовленні систем транспортування і управління, скороченні тривалості монтажу та наладки. Зниження вартості А. л. розширює економічно доцільні області їх застосування, дозволяє вводити в дію А. л., необхідні для технічного переозброєння промисловості.
Продуктивність А. л. залежить від часу, що витрачається на безпосереднє здійснення робочого процесу, часу на виконання допоміжних переміщень (несуміщені транспортні операції, закріплення і відкріплення оброблюваного вироби, відведення і підведення робочих органів), часу на переналагодження, наладку і відновлення працездатності лінії. Скорочення часу робочого процесу досягається застосуванням високопродуктивної технології. Зменшення часу на допоміжні переміщення досягається скороченням числа неодружених переміщень або збільшенням їх швидкості, поєднанням в часі неодружених переміщень з робочим процесом. Для оцінки продуктивності А. л. важливий показник циклової безперервності роботи, який визначається (для дискретних процесів) відношенням часу виконання робочого процесу до загального часу циклу. Час на підналадку, переналагодження і ремонт скорочується при використанні автоматичного регулювання, підвищення стабільності робочих інструментів і своєчасної їх заміни.
У промисловості СРСР знаходяться в експлуатації тисячі А. л. Наприклад, тільки в металообробній промисловості в 1967 діяло 4800 А. л.
Літ .: Машинобудування. Енциклопедичний довідник, т. 9, М., 1949; Владзіевскій А. П., Автоматичні лінії в машинобудуванні, М., 1958; Шаумян Г. А., Автомати і автоматичні лінії, 3 вид., М., 1961; Богуславський Б. Л., Автомати і комплексна автоматизація, М., 1964.
А. П. Владзіевскій.
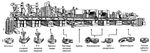
Мал. 2. Типова автоматична лінія для обробки циліндричних зубчастих коліс: а - загальний вигляд; б - схема технологічного процесу.

Мал. 1. Структурні компоновки автоматичних ліній: а - однопоточні послідовної дії; б - однопоточні паралельної дії; в - багатопотокова; г - змішана (з ветвящимся потоком); 1 - робочі агрегати: 2 - розподільні пристрої.